Piston Rod Reconditioning
20,000-Hour Warranty Through Advanced Laser Cladding
KIMI specializes in premium piston rod reconditioning and overhaul services for 2-stroke diesel engines, backed by over 40 years of experience and a 20,000-hour warranty. We restore piston rods affected by wear, scoring, corrosion, pitting, micro-cracks, distortion, bending, and thread damage, including peeling-off caused by surface fatigue or poor bonding.
Using advanced laser cladding, we rebuild surface integrity, hardness, and bonding strength, achieving surface roughness of Ra 0.4–0.8 μm and hardness up to 500 HB.
Our process ensures OEM-compliant performance, delivering enhanced durability, extended service life, and reliable operation even under extreme engine conditions.











Customer Benefits

Reduced Engine Downtime

Enhanced Durability & Surface Integrity

ESSYD-certified quality laboratory
Piston Rod Reconditioning Process
INSPECTION, TESTING & VERIFICATION
Dimensional checks, hardness testing and NDT confirm the condition and repair compatibility
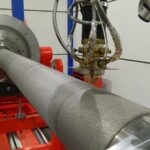
LASER CLADDING
Dense, high-hardness layers are applied providing wear resistance and metallurgical bonding
CNC MACHINING
Cylindricity and straightness are restored through controlled precision machining
FINAL GRINDING & FINISHING
Surface roughness is achieved within Ra 0.4–0.8 μm meeting OEM requirements
QUALITY ASSURANCE
Final validation confirms compliance with specifications, backed by 20,000 hrs operational warranty.
Related Reconditioning Services








FAQs
Piston rod reconditioning by laser cladding is an advanced repair process that restores worn or damaged surfaces by applying a high-strength metallurgical layer. This method restores the piston rod’s surface integrity, achieves up to 500 HB, and ensures long-term durability fully compliant with OEM standards.
KIMI provides a 20,000 operating-hour warranty on every reconditioned piston rod, ensuring reliability, reduced downtime, and long service life for main and auxiliary marine engines.
Chrome plating is increasingly avoided in piston rod reconditioning because it is prone to the peeling-off phenomenon. This occurs when the chrome layer loses adhesion to the base material due to surface fatigue, corrosion beneath the coating, or inadequate bonding.
Once peeling starts, the detached chrome can lead to:
- Rapid surface deterioration
- Increased wear on sealing components
- Risk of secondary damage inside the engine
In contrast, laser cladding creates a 100% metallurgical bond with the base material, eliminating the risk of delamination. It provides superior durability, higher resistance to fatigue and corrosion, and a longer service life compared to traditional chrome plating.
All reconditioning is carried out in an ESYD-certified laboratory environment, with inspection and testing performed by PCN Level II certified personnel. The entire process is fully documented and traceable to ensure compliance with OEM specifications.
Even a minor scratch can compromise sealing performance and should not be overlooked. As the piston rod operates in continuous contact with sealing rings, any surface defect can:
- Accelerate seal wear
- Cause oil leakage
- Increase oil consumption
If left unaddressed, small defects can quickly develop into severe surface damage, leading to higher repair costs and potential downtime. Early restoration ensures proper sealing, minimizes oil consumption, and maintains engine reliability.